Получить статью без сокращений: info.ib.pkt@gmail.com
Проведен анализ явлений, происходящих в формообразующей полости литьевой формы, при уплотнении и выдержки под давлением наполненных и высоконаполненных полимеров. Показано, что качество конечного продукта зависит от компрессионных свойств расплава полимера, степени наполнения и параметров процесса литья под давлением.
The analysis of the phenomena occurring in the mold cavity by packing pressure stage of filled and high filled polymers is carried out. It is shown that quality of an end-product depends from pvT- properties of polymer melt, filler content and parametrs of injection molding.
ВВЕДЕНИЕ
После заполнения полости формы до определенного объема (80-100% в зависимости от точности литья и геометрии изделия) заканчивается фаза впрыска и начинается компрессионная фаза и выдержка под давлением. Расплав путем ввода дополнительной дозы материала уплотняют до такой степени, чтобы достичь плотности близкой к плотности материала при комнатной температуре. Объем введенного материала в процессе уплотнения может достигать до 10% объема заготовки [1]. Давление впрыска на данной стадии переключают на более низкое давление подпрессовки. Точка переключения выбирается таким образом, чтобы избежать чрезмерных скачков давления в полости формы и достичь плавного перехода от одной фазы к другой. Более раннее или запоздалое переключение сказывается на качестве изделия. Время выдержки под давлением выбирается таким образом, чтобы избежать резкого падения давления на участках 2-3 и 3-4 диаграммы (рис. 1).

Рис. 1. Изменение давления в полости литьевой формы с течением времени:
0-1 — впрыск расплава; 1-2 — уплотнение материала в форме; 2-3 — выдержка под давлением; 3-4 — охлаждение изделия [1].
В результате выдержки под давлением компенсируется усадка материала, происшедшая из-за термического сжатия (охлаждения), а также окончательно оформляется кромка изделия.
Под действием повышенного давления происходит уменьшение объема расплава или уплотнение. Поведение материала в зависимости от давления (p), удельного объема (v) и температуры (T) достаточно хорошо характеризует pvT –диаграмма. Фаза выдержки под давлением определяет в основном те характеристики качества изделия, которые зависят от удельного объема материала и его теплофизических свойств. Поэтому наиболее часто фазу выдержки под давлением исследуют путем построения pvT –диаграммы и измерения давления в полости формы с течением времени [2-5].
Теоретически pvT –диаграмма описывается:
— путем определения констант ci для расплава полимера [2]:
 (1)
(1)
— уравнением Спенсера – Гильмое (Spencer-Gilmore) [4]:
 (2)
(2)
где p – давление; p* – когезионное давление; Т – температура; v – удельный объем; b* – удельный объем макромолекулы; R – универсальная газовая; M – молекулярная масса мономера; ci – экспериментальные константы, характеризующие компрессионные свойства материала.
Для описания поведения материала в твердом состоянии уравнение (1) дополнено экспоненциальным слагаемым:
 (3)
(3)
C учетом кристаллизационных свойств исследуемого материала уравнение (3) имеет вид [3]:
 (4)
(4)
где k и k0 –константы, характеризующие кристаллизационные свойства материала.
Каждое изменение давления в полости формы или температуры формующей массы связано с изменением удельного объема материала, которое состоит из суммы изменения давления при постоянной температуре и изменения температуры при постоянном давлении [4]:
 (5)
(5)
Изотермическое изменение удельного объема характеризуется уплотнением материала и определяется согласно уравнению:
 (6)
(6)
Изобарное изменение удельного объема характеризуется объемным коэффициентом термического расширения :
 (7)
(7)
Общее изменение объема материала массой m при уплотнении и выдержки под давлением с учетом термодинамических процессов и незначительного потока расплава в процессе литья записывается в виде [4]:
 (8)
(8)
Цель данной работы — изучить особенности процессов уплотнения и выдержки под давлением наполненных и высоконаполненных термопластов; показать методом построения pvT–диаграмм и измерения давления расплава в полости формы влияние структуры материала (в частности, степени наполнения, типа наполнителя) и параметров процесса литья на компрессионные свойства расплава полимера и на качество конечного изделия.
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
Материалы
Исследовали термопластичные материалы, наполненные дисперсными частицами. В качестве матричного полимера использовали полиамид 6 (Ultramid B3, BASF); в качестве наполнителей – оксид алюминия (фирмы ALCOA CL 4400), частицы меди (Cubrotec 5000 фирмы “Schlenk”), феррит стронция (Fa. Nichiben Magnetics PTE Ltd.). Средний размер частиц оксида алюминия составлял ≈ 6.8 мкм, удельная поверхность по BET – 0.6 м2/г. Частицы медного наполнителя имеют форму пластинок со средним размером ≈ 45 мкм. Средний размер частиц феррита стронция составлял ≈ 1.25 мкм. На рисунке 2 представлены электронно-микроскопические снимки применяемых наполнителей.

Рис. 2. Электронно-микроскопические снимки применяемых наполнителей
Получение компаунда
Дисперсный наполнитель дозировали в двухшнековый экструдер (тип ZSE 27 HP-40 D фирмы Leistriz AG, Германия, диаметр червяка 27 мм, L/D=40), где происходило смешение с матричным полимером при следующих режимах: температура расплава составляла 280 °C, производительность экструдера – 7 кг/ч. Экструдированные стренги измельчались в гранулы размером 3-5 мм. Содержание наполнителя варьировали от 5 до 60 об. %.
pvT-измерения
Изменение удельного объема наполненных термопластов в зависимости от давления и температуры (pvT—измерения) проводили с помощью pvT—прибора pvT 100 (фирмы SWO Polymertechnik GmbH) в диапазоне температур 20-280°C согласно DIN EN ISO 2578 со скоростью охлаждения 10 К/мин.
Исследование процесса течения расплава в полости литьевой формы
Методом литья под давлением изготавливали образцы в виде пластины 50х50 мм (рис.3) на стандартной литьевой машине Demag Ergotec 250-80. Варьировались: толщина образцов (1, 2, 4 мм); давление впрыска; температура расплава (260, 280, 300°C); температуры формы (60, 80, 100°C). При проведении исследований замерялось давление датчиками давления 1 и 2 на расстоянии 41 мм друг от друга (рис. 3). Скорость впрыска составляла — 50 мм/с, время охлаждения образца – 15 с. Переключение на давление подпрессовки осуществлялось в зависимости от гидравлического давления, которое заранее определялось с условием отсутствия скачков на диаграмме (рис. 1) и изготовления образца высокого качества. Исследовалось поведение материала от стадии впрыска до стадии выдержки под давлением.
Рис. 3. Схема образцов для испытаний
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Изменение удельного объема наполненных термопластов
Рассмотрим процессы, протекающие на стадии уплотнения и выдержки под давлением с точки зрения изменения удельного объема. На рисунке 4 представлена pvT –диаграмма для полимера на основе оксида алюминия и ПА6 (объемное содержание наполнителя 20%). В результате объемного заполнения полости формы происходит уплотнение расплава без существенного изменения температуры (участок I-II). На стадии выдержки под давлением давление с течением промежутка времени было постоянным (участок II-III). В результате процесса охлаждения и усадки материала давление в полости формы падает до атмосферного (участок III-IV). При выталкивании образца имеет место дальнейшее охлаждение материала до комнатной температуры (участок IV-V).
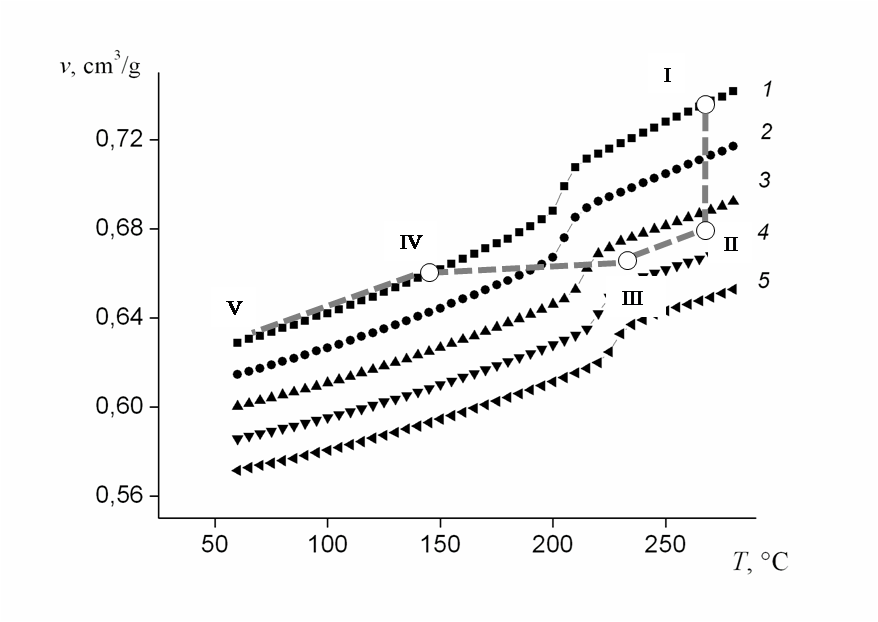
Рис. 4. pvT –диаграмма для полимера на основе оксида алюминия и ПА6 (объемное содержание наполнителя 20%): 1 — давление 0,1 МПа, 2 — 40 МПа, 3 — 80 МПа, 4 — 120 МПа, 5 — 160 МПа.
Рис. 5. pvT –диаграмма для полимера на основе оксида алюминия и ПА6 (объемное содержание наполнителя 40%): 1 — давление 0,1 МПа, 2 — 40 МПа, 3 — 80 МПа, 4 — 120 МПа, 5 — 160 МПа.
Рис. 6. pvT –диаграмма для полимера на основе оксида алюминия и ПА6 (объемное содержание наполнителя 60%): 1 — давление 0,1 МПа, 2 — 40 МПа, 3 — 80 МПа, 4 — 120 МПа, 5 — 160 МПа.
Рис. 7. pvT –диаграмма для полимера на основе меди и ПА6 (объемное содержание меди 20%): 1 — давление 0,1 МПа, 2 — 40 МПа, 3 — 80 МПа, 4 — 120 МПа, 5 — 160 МПа.
Как видно из рисунков 4-6, с увеличением степени наполнения удельный объем материала как в твердом, так и расплавленном состоянии уменьшается. Так же наблюдается снижение объемного коэффициента термического расширения.
Поведение материала при уплотнении зависит от типа наполнителя и его содержания (рис. 4-7). С ростом степени наполнения уменьшается уплотнение наполненного полимера, а также область кристаллизации становится менее выраженной. На рисунке 8 представлена зависимость уплотнения от степени наполнения для материала на основе оксида алюминия. Следствием снижения этого показателя является уменьшение времени выдержки под давлением в процессе литья под давлением.
Тип наполнителя определяет как удельный объем компаунда (рис.9), так и его теплофизические свойства, в частности, объемный коэффициент термического расширения.
Рис. 8. Зависимость уплотнения полимера на основе оксида алюминия и ПА6 от степени наполнения.
Рис. 9. pvT –диаграмма для наполненных полимеров (объемное содержание наполнителя 60%, давление 100 МПа) на основе: 1 — оксида алюминия, 2 — феррита стронция [6], 3 — меди.
Анализ процесса течения материала в полости литьевой формы
Как отмечалось выше, материал во время стадии уплотнения еще поступает в форму, даже в том случае, если полость формы заполнена расплавом полимера. Это объясняется как компрессионными свойствами расплава полимера, так и тем, что при охлаждении происходит значительное уменьшение объема изделия (усадка). Вследствие короткого времени стадии уплотнения резко снижается скорость течения расплава при одновременном увеличении плотности изделия и резким ростом давления в полости формы. Изменение этого давления существенно зависит от параметров литья и состояния расплава в конце стадии впрыска [7, 8]. Поэтому рассмотрим совместно влияние степени наполнения, температуры расплава, поверхности формы и коэффициента сопротивления формы на процессы впрыска и уплотнения путем измерения изменения давления в полости формы в зависимости от времени. Относительное давление pe, определяли как отношение внутреннего давления в полости формы pw к давлению впрыска p.
Влияние степени наполнения (температура расплава 260°C, температура формы 80°C, скорость впрыска 50 мм/с, толщина полости формы 2 мм):
Увеличение степени наполнения приводит к уменьшению относительного давления, как на стадии впрыска, так и на стадии уплотнения, а также увеличению времени заполнения формы (рис. 10-13). С ростом степени наполнения увеличивается величина давления подпрессовки, сокращается во времени фаза уплотнения и точка переключения смещается в сторону увеличения фазы впрыска.
Рис. 10. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе оксида алюминия и ПА6 : 1 — ПА 6 + 50% Al2O3, 2 — ПА 6 + 30% Al2O3, 3 — ПА 6 + 10% Al2O3 , 4 — ПА 6.
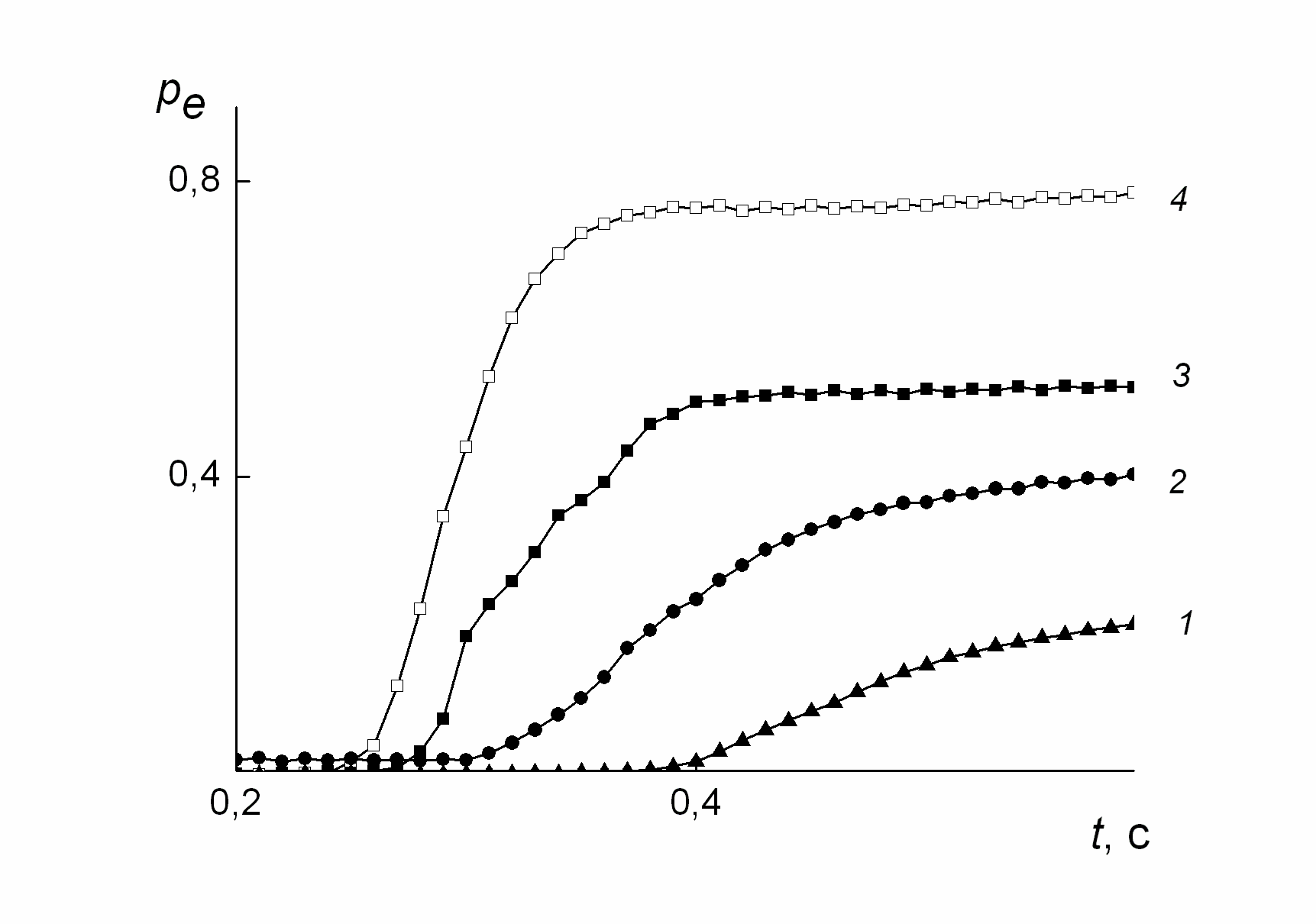
Рис. 11. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе оксида алюминия и ПА6 : 1 — ПА 6 + 50% Al2O3, 2 — ПА 6 + 30% Al2O3, 3 — ПА 6 + 10% Al2O3 , 4 — ПА 6.
Рис. 12. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе меди и ПА6: 1 — ПА 6 + 40% Cu, 2 — ПА 6 + 30% Cu, 3 — ПА 6 + 20% Cu , 4 — ПА 6 + 10% Cu, 5 — ПА 6 + 5% Cu, 6 — ПА 6.
Рис. 13. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе меди и ПА6 : 1 — ПА 6 + 40% Cu, 2 — ПА 6 + 30% Cu, 3 — ПА 6 + 20% Cu , 4 — ПА 6 + 10% Cu, 5 — ПА 6 + 5% Cu, 6 — ПА 6.
Влияние температуры расплава (температура формы 80°C, скорость впрыска 50 мм/с, толщина полости формы 2 мм).
Увеличение температуры расплава приводит к улучшению текучести материала и тем самым уменьшению потерь давления в процессе течения. Как показывает эксперимент, этот эффект для каждого типа наполнителя проявляется по-разному. Если для материала на основе оксида алюминия происходит значительное увеличение относительного давления в форме (как вблизи, так и вдали литника, рис. 14 и 15), то для материала на основе меди этот эффект слабее (рис. 16 и 17). Для полимеров с высокой степенью наполнения потери давления с увеличением температуры расплава остаются почти неизменными (рис. 18 и 19). С ростом температуры уменьшается величина давления подпрессовки, незначительно увеличивается по времени фаза уплотнения, точка переключения смещается в сторону меньших давлений.
Рис. 14. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 30 об. %) : 1 — 260°C, 2 — 280°C, 3 — 300°C, 4 — ПА6, 260°C
Рис. 15. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 30 об. %) : 1 — 260°C, 2 — 280°C, 3 — 300°C, 4 — ПА6, 260°C
Рис. 16. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об. %): 1 — 260°C, 2 — 280°C, 3 — 300°C.
Рис.17. Изменение давления в полости формы (вдали литника) с течением времени при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об. %): 1 — 260°C, 2 — 280°C, 3 — 300°C.
Рис. 18. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на феррита стронция и ПА6 (степень наполнения 50 об. %): 1 — 260°C, 2 — 280°C, 3 — 300°C.
Рис. 19. Изменение давления в полости формы (вдали литника) при течении расплава полимера на феррита стронция и ПА6 (степень наполнения 50 об. %): 1 — 260°C, 2 — 280°C, 3 — 300°C.
Влияние температуры формы (температура расплава 280°C, скорость впрыска 50 мм/с, толщина полости формы 2 мм).
Как видно из эксперимента (рис. 20-25), с увеличением температуры формы уменьшаются потери давления расплава для всех видов наполнителя, особенно с увеличением температуры от 60°C до 80°C. Дальнейшее увеличение до 100°C для композиций с высокой степенью наполнения малоэффективно.
Рис. 20. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 50 об. %) : 1 — 60°C, 2 — 80°C, 3 — 100°C.
Рис. 21. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 50 об. %): 1 — 60°C, 2 — 80°C, 3 — 100°C.
Рис. 22. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об. %) : 1 — 60°C, 2 — 80°C, 3 — 100°C.
Рис. 23. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об.%): 1 — 60°C, 2 — 80°C, 3 — 100°C.
Рис. 24. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе феррита стронция и ПА6 (степень наполнения 50 об. %): 1 — 60°C, 2 — 80°C, 3 — 100°C.
Рис. 25. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе феррита стронция и ПА6 (степень наполнения 50 об. %) : 1 — 60°C, 2 — 80°C, 3 — 100°C.
Процесс заполнения полости формы расплавами здесь уже неодинаков. Если для оксида алюминия и феррита стронция с увеличением температуры происходит увеличение относительного давления и уменьшение времени достижения расплавом датчика давления, то для расплава на основе меди этого эффекта не наблюдается — имеет место смещение диаграмм во времени (рис. 22 и 23). В последнем случае расплав растекается более в ширину, чем в длину. Это явление можно объяснить тем, что частицы меди имеют форму пластинок (т.н. анизотропию формы), в результате чего изменяется профиль распределения скоростей при течении расплава. Увеличение температуры формы приводит к более долгому времени уплотнения и выдержки, причем это время также зависит от типа наполнителя. Точка переключения смещается в сторону уменьшения фазы впрыска.
Влияние толщины полости формы (температура расплава 260°C, температура формы 60°C, скорость впрыска 50 мм/с):
Рис. 26. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 50 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
Рис. 27. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 50 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
Рис. 28. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
Рис. 29. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
Рис. 30. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе феррита стронция и ПА6 (степень наполнения 50 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
Рис. 31. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе феррита стронция и ПА6 (степень наполнения 50 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
С уменьшением толщины полости формы возрастает гидравлическое сопротивление течению, что резко увеличивает потери давления при движении расплава. Об этом свидетельствуют результаты эксперимента (рис. 26-31). Целью данных исследований было показать изменение давления расплава в тот момент, когда заполнение полости формы уже проблематично. Для указанной геометрии изделия с толщиной 1 мм получено максимальное содержание наполнителя: расплав полимера на основе оксида алюминия и ПА6 — 50 об. %; на основе пластинок меди и ПА6 — 30 об. %; на основе феррита стронция и ПА6 — 50 об. %. Увеличение температур расплава и формы при увеличении степени наполнения материалов до 60, 40 и 60 % об. соответственно, не привели к положительному результату. Как видно из диаграмм изменения давления вблизи литника, для оксида алюминия и меди уже наблюдаются пульсации, которые приводят к невоспроизводимости результатов измерений и дефектам на поверхности. Для материала на основе феррита стронция еще существует небольшой потенциал. Данные результаты очень хорошо коррелируют с экспериментами по определению сдвиговой вязкости отмеченных расплавов [9]. На стадии выдержки под давлением с уменьшением толщины образца необходимо увеличивать давление подпрессовки. Точка переключения при этом смещается в сторону увеличения фазы впрыска.
ЗАКЛЮЧЕНИЕ
Проведенные исследования показывают, что качество конечного продукта зависит от компрессионных свойств наполненных полимеров, параметров процесса литья и геометрии изделия. Тип наполнителя и его объемное содержание определяет как теплофизические свойства материала (в частности, удельный объем, объемный коэффициент термического расширения, компрессионность), так и режимы литья на стадиях впрыска, уплотнения и выдержки под давлением. Анализ явлений теплопередачи, происходящих в формообразующей полости формы при охлаждении расплава, будет рассмотрен в третьей части работы.
Повышение температуры расплава и температуры формы улучшает текучесть материала, что приводит к уменьшению потерь давления в процессе течения и смещения точки переключения. Однако этот эффект сильно зависит от степени наполнения.
С уменьшением толщины полости формы увеличиваются потери давления при движении расплава, и для определенных составов материалов заполнение формы делается невозможным. Ввиду неоднородности распределения частиц наполнителя и эффекта агломерации наблюдаются значительные колебания давления в полости формы. Скорости сдвига и касательные напряжения в тонкой полимерной прослойке, примыкающей к стенке, оказываются очень большими. При этом при течении может происходить «срыв», т.е. режим течения переходит в режим скольжения.
СПИСОК ЛИТЕРАТУРЫ
- Johannaber F., Michaeli W. Handbuch Spritzgießen. Hanser Verlag, München, 2004.
- Adam J. van der Lelij Zur sinnvollen Verwendung von p-v-T-Daten fuer die Spritzgiesssimulation. Kunststoffe 84 (1994) 12, S. 1718-1719
- . Natti S. Rao Formeln der Kunststofftechnik Wien: Hanser 1989
- Soromo Haman Prozessnahes Qualitaetsmanagement beim Spritzgiessen. Dissertation, Technische Universitat Chemnitz,
- Brouwers X. und Poppe E. A. Werkzeuginnendruck an Teilkristallinen Kunststoffen messen. Kunststoffe 81 (1991) 12, S. 1088-1091
- Drummer Verarbeitung und Eigenschaften kunststoffgebundener Dauermagnete. Dissertation, Universität Erlangen-Nürnberg, 2004.
- Gruber Prozessführung beim Thermoplastspritzgießen auf Basis des Werkzeuginnendrucks. Dissertation, RWTH Aachen, 2005.
- Amesöder S., Markov A., Ehrenstein G.W. Material properties of thermal conductive thermoplastics for mold design and processing strategies. Boston, Massachusetts, 2005. P. 1660-1664.
- Markov A.V. Rheologisches Verhalten hochgefüllter Kunststoffe. Einfluss der Füllstoffe. Мaterialwissenschaft und Werkstofftechnik. 2008.V. 39. №. 3. S. 227-233.