-
-
- Получить статью без сокращений: info.ib.pkt@gmail.com
-
ВВЕДЕНИЕ
Интенсивное развитие в области электротехники, электроники, машиностроения и автомобильной техники требует рационального и экономичного изготовления комплексных изделий с повышенными функциональными свойствами, что тесно связано с разработкой и применением новых технологий и материалов. Одно из актуальных направлений развития современной технологии полимерных композитов связано с перспективами технического применения термопластичных наполненных композиционных материалов с повышенными электрическими, термическими и магнитными свойствами [1].
Литье под давлением — это один из наиболее широко распространенных методов формообразования изделий из полимерных материалов. Технология переработки позволяет получать из функциональных наполненных полимеров изделия сложной формы с высокой точностью соблюдения заданных размеров.
Процесс формообразовния и качество получаемого изделия изделий существенно зависит от распределения давления как в литниковой системе, так и в полости литьевой формы. Рисунок 1 показывает изменение давления с течением времени в различных точках литьевой системы [2].

Рис. 1. Изменение давления с течением времени в различных точках литьевой системы [2].
Явления, происходящие в формообразующей полости формы – впрыск расплава, уплотнение материала в форме, выдержка под давлением и охлаждение – характеризует диаграмма изменения давления, измеренного в полости литьевой формы (рис.2).

Рис. 2. Изменение давления в полости литьевой формы с течением времени:
0-1 — впрыск расплава; 1-2 — уплотнение материала в форме; 2-3 — выдержка под давлением; 3-4 — охлаждение изделия [2].
Вид диаграммы коррелирует с такими основными факторами, характеризующими качество изделия как масса, морфология, усадка, коробление. Одним из технологических показателей, определяющих поведение материала, является длина затекания расплава в литьевой форме. Коэффициент сопротивления формы, параметры процесса литья (давление, скорость впрыска, температура расплава и поверхности формы), а также технологические, теплофизические свойства полимера оказывают влияние на процессы впрыска и уплотнения и соответственно на формуемость полимера [3-5].
Для термопластичных расплавов полимеров предполагается, что на границе со стенкой формы происходит прилипание, и течение жидкости имеет ламинарный характер [6]. Заполнение формы осуществляется большей частью расплава при почти полностью развившемся течении в узком зазоре между холодными стенками. Характер этого течения определяет время заполнения формы, ориентацию частиц наполнителя в изделии, а также условия недолива. Наполненные полимеры имеют, в основном, повышенные значения эффективной вязкости расплава. Например, если для литья ненаполненного полиамида 6 в области скоростей сдвига от 103 до 105 с-1 показатель вязкости лежит в пределах 10-102 Пас, то при наполнении его мелкодисперсными частицами вязкость расплава может достичь до 104-105 Пас [3,7]. Это приводит к более высокому сопротивлению сдвиговому деформированию. Уменьшить значения эффективной вязкости расплава можно, например, увеличив скорость впрыска и повысив температуру расплава. При высокой скорости впрыска, особенно при литье наполненных полимеров, типично скольжение расплава относительно поверхности литниковых каналов и формы. Однако высокая скорость впрыска приводит также к нежелательным последствиям (дефекты на поверхности, коробление и т.д.).
Согласно микрореологической теории причиной возникновения аномалии вязкого течения в наполненной системе является присутствие или динамическое образование структуры в структуровязкой среде. При этом принимается во внимание такие факторы как вид, форма, размер, концентрация частиц, взаимодествие в системе «наполнитель-наполнитель» и «наполнитель – полимер», а также статическая и динамическая микроструктура во время процесса сдвигового деформирования [7-9].
Целью данной работы является исследование особенностей вязкого течения наполненных и высоконаполненных полимеров, обусловленных нелинейностью и неоднородностью структуры при заполнении полости литьевой формы; анализ явлений, происходящих в формообразующей полости формы при впрыске и уплотнении расплава.
ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ
Материалы
Исследованы термопластичные материалы, наполненные дисперсными частицами. В качестве матричного полимера использовался полиамид 6 (Ultramid B3, BASF); в качестве наполнителей – оксид алюминия (фирмы ALCOA CL 4400), частицы меди (Cubrotec 5000 фирмы “Schlenk”), феррит стронция (Fa. Nichiben Magnetics PTE Ltd.). Средний размер частиц оксида алюминия составлял ≈ 6.8 мкм, удельная поверхность по BET – 0.6 м2/г. Частицы медного наполнителя имеют форму пластинок со средним размером ≈ 45 мкм. Средний размер частиц феррита стронция составлял ≈ 1.25 мкм. На рисунке 3 представлены электронно-микроскопические снимки применяемых наполнителей.

Рис. 3. Электронно-микроскопические снимки применяемых наполнителей
Получение компаунда
Дисперсный наполнитель дозировали в двухшнековый экструдер (тип ZSE 27 HP-40 D фирмы Leistriz AG, Германия, диаметр червяка 27 мм, L/D=40), где происходило смешение с матричным полимером при следующих режимах: температура расплава составляла 280 °C, производительность экструдера – 7 кг/ч. Экструдированные стренги измельчались в гранулы размером 3-5 мм. Содержание наполнителя варьировалось от 5 до 60 об. %.
Измерения сдвиговой вязкости расплава
Целью экспериментальных исследований вязких свойств материала методом капиллярной реометрии является более детальное рассмотрение течения наполненных полимеров на стандартизованном оборудовании, на котором исключаются многочисленные факторы влияния, присущие такому комплексному технологическому процессу, как литье под давлением.
Диапазон скоростей сдвига, реализуемых в эксперименте, позволяет оценить закономерности вязкого течения расплава, характерные для процесса заполнения формы при литье.
Измерения сдвиговой вязкости расплава полимера проводились с помощью капиллярного вискозиметра (RH 2000 ISO 9001 фирмы Rosand) при 260, 280, 300 °C в интервале скорости сдвига 20 — 105 с-1.
Исследование процесса течения расплава в полости литьевой формы
Методом литья под давлением изготавливались образцы в виде пластины 50х50 мм (рис.4) на стандартной литьевой машине Demag Ergotec 250-80. Варьировались: толщина образцов (1, 2, 4 мм); давление впрыска; температура расплава (260, 280, 300°C); температуры формы (60, 80, 100°C). При проведении исследований замерялось давление датчиками давления 1 и 2 на расстоянии 41 мм друг от друга (рис. 4). Скорость впрыска составляла — 50 мм/с, время охлаждения образца – 15 с. Исследовалось поведение материала при двухстадиях процесса литья: при впрыске и уплотнении расплава.

Рис. 4. Схема образцов для испытаний
РЕЗУЛЬТАТЫ И ИХ ОБСУЖДЕНИЕ
Влияние типа наполнителя и степени наполнения на вязкость расплава
Вязкое состояние наполненной системы в зависимости от степени наполнения можно подразделить на три зоны [7]. При этом принимается во внимание такие факторы как вид, форма, размер, концентрация частиц, взаимодествие в системе «наполнитель-наполнитель» и «наполнитель – полимер»,
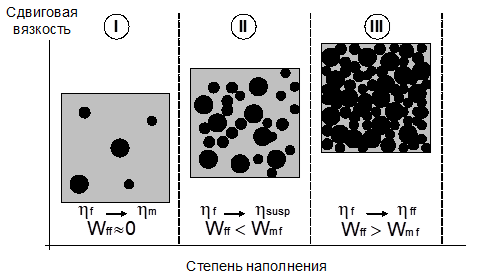
Рис. 5. Вязкое состояние наполненной системы в зависимости от степени наполнения.
При низком содержании наполнителя большую роль играет переупорядочение молекул в ходе течения (область I). Наполнитель оказывает незначительное воздействие на процесс течения и взаимодействие между частицами почти нулевое. Динамическая вязкость наполненного полимера (hgef) близка по значению к вязкости матрицы (hm).
Увеличение степени наполнения ведет к росту вязкости наполненного полимера (hgef). В области II сдвиговая вязкость может быть теоретически найдена как вязкость суспензии, причем взаимодействие между частицами наполнителя Wff уже существует и в сравнении со взаимодействием в системе „наполнитель — матрица“ (Wmf) еще мало.
При определенном значении степени наполнения доминирует уже взаимодействие в системе „наполнитель — наполнитель“ (Wff) и реологические свойства материала зависят от внутреннего трения между частицами наполнителя. Динамическая вязкость наполненного полимера (hgef) близка в данном случае к вязкости дисперсной фазы (hf).
С увеличением степени наполнения вязкость компаунда увеличивается, причем смещение кривой вязкости в область повышенных значений для различных типов наполнителей различна. Рисунки 6-9 демонстрируют влияние степени наполнения и вида наполнителя на динамическую вязкость расплава полимера.

Рис. 6. Влияние степени наполнения на коэффициент вязкости наполненного полимера на основе оксида алюминия при температуре расплава 260°C: 1 — ПА 6 (диаметр сопла 0,5 мм), 2 — ПА 6 + 20% Al2O3 (диаметр сопла 1 мм), 3 — ПА 6 + 40% Al2O3 (диаметр сопла 2 мм), 4 — ПА 6 + 40% Al2O3 (диаметр сопла 1,5 мм), 5 — ПА 6 + 40% Al2O3 (диаметр сопла 1 мм), 6 — ПА 6 + 60% Al2O3 (диаметр сопла 1,5 мм).

Рис. 7. Влияние степени наполнения на коэффициент вязкости наполненного полимера на основе меди при температуре расплава 260°C: 1 — ПА 6 (диаметр сопла 0,5 мм), 2 — ПА 6 + 20% Cu (диаметр сопла 1 мм), 3 — ПА 6 + 30% Cu (диаметр сопла 1 мм), 4 — ПА 6 + 40% Cu (диаметр сопла 1 мм), 5 — ПА 6 + 60% Cu (диаметр сопла 3 мм).

Рис. 8. Влияние степени наполнения на коэффициент вязкости наполненного полимера на основе феррита стронция при температуре расплава 280°C: 1 — ПА 6 (диаметр сопла 0,5 мм), 2 — ПА 6+ 20% SrFe (диаметр сопла 1 мм), 3 — ПА 6+ 40% SrFe (диаметр сопла 1,5 мм), 4 — ПА 6+ 60% SrFe (диаметр сопла 2 мм) [3].

Рис. 9. Влияние вида наполнителя на коэффициент вязкости наполненного полимера при температуре расплава 260°C: 1 — ПА 6+ 40% SrFe, 2 — ПА 6+ 40% Al2O3, 3 — ПА 6+ 40% Cu.
Если сравнить кривые течения наполненных полимеров (рис. 9), то можно заметить, что при низких значениях скоростей сдвига вязкость расплава зависит от типа наполнителя (геометрии, удельной поверхности частиц, взаимодействия частиц с матричным полимером). Эта зависимость наблюдается также только до определенного объемного содержания частиц. При большой степени наполнения увеличивается влияние взаимодействия частиц друг с другом и трибологических свойств наполнителя.
Повышение температуры приводит к уменьшению вязкости расплава и улучшению текучести, что объясняется облегчением взаимного перемещения молекул. Для переработки наполненных полимеров методом литья под давлением повышение температуры расплава может привести к возможности снижения давления переработки. С другой стороны, это может вызвать деструкцию полимера и, следовательно, снижение его качества, нарушение дозы расплава, подготовленной для впрыска в форму. Температура литья оказывает наибольшее влияние на механические свойства литьевых изделий. Повышение температуры литья приводит к снижению предела прочности при растяжении в направлении ориентации, а также к увеличению продолжительности охлаждения и выдержки под давлением, что в свою очередь приводит к удлинению цикла и к увеличению продолжительности нахождения материала в цилиндре.
Зависимости коэффициента вязкости от температуры расплава приведены на рисунках 10-11.
Рис. 10. Влияние температуры на коэффициент вязкости наполненного полимера на основе оксида алюминия: 1 — ПА 6 (260°C), 2 — ПА 6+ 40% Al2O3 (300°C), 3 — ПА 6+ 40% Al2O3 (280°C), 4 — ПА 6+ 40% Al2O3 (260°C).
Рис. 11. Влияние температуры на коэффициент вязкости наполненного полимера на основе меди: 1 — ПА 6 (280°C), 2 — ПА 6 (260°C), 3 — ПА + 30% Cu (280°C), 4 — ПА 6 + 30% Cu (260°C), 5 — ПА 6+ 60% Cu (280°C), 6 — ПА 6 + 60% Cu (260°C).
Рис. 12. Влияние температуры на коэффициент вязкости наполненного полимера на основе феррита стронция: 1 — ПА 6 (280°C), 2 — ПА 6 + 55% SrFe (300°C), 3 — ПА 6 + 55% SrFe (280°C) [3].
Анализ процесса течения материала в полости литьевой формы
Стадия впрыска
Если при литье образцов установить на нуль давление и время выдержки, то расплав затекает в полость формы только под действием давления впрыска (область 0-1 диаграммы, рис. 2). Этот процесс интересен тем, что по реологическим характеристикам расплава полимера и параметрам процесса литья можно определить глубину затекания полимера в форму без дополнительных факторов влияния, а также для определения оптимальной точки переключения на стадию подпрессовки. Глубина затекания при постоянной геометрии сечения полости и температуре формы, скорости впрыска является тогда только функцией перепада давления и коэффициента вязкости расплава полимера.
Рисунки 13, 14 демонстрируют изменение глубины L в зависимости от давления впрыска и объемного содержания наполнителя (температура расплава 260°C, температура формы 80°C, скорость впрыска 50 мм/с, толщина полости формы 2 мм) для различных материалов.
Рис. 13. Заполнение полости литьевой формы расплавом полимера на основе оксида алюминия и ПА6 : 1 — ПА 6 + 20% Al2O3, 2 — ПА 6 + 10% Al2O3, 3 — ПА 6 + 20% Al2O3, 4 — ПА 6 + 30% Al2O3 , 5 — ПА 6 + 40% Al2O3, 6 — ПА 6 + 50% Al2O3, 7 — ПА 6 + 60% Al2O3. Контуры символов – результаты расчета.
.Рис. 14. Заполнение полости литьевой формы расплавом полимера на основе меди и ПА6 : 1 — ПА 6 + 5% Cu, 2 — ПА 6 + 10% Cu, 3 — ПА 6 + 20% Cu, 4 — ПА 6 + 30% Cu, 4 — ПА 6 + 40% Cu.
Контуры символов – результаты расчета.
Как видно из рисунков, увеличение степени наполнения полимера приводит к более высоким давлениям впрыска и увеличению градиента давления в форме.
Параллельно испытаниям проводили анализ течения при тех же температурных и скоростных режимах в программе MOLDFLOW® (MPI). С этой целью в программе генерировалась база данных для указанных материалов на основе экспериментальных исследований параметров вязкости, pVT – и ДСК- диаграмм, а также изменения теплофизических характеристик в зависимости от температуры материала. Почти для всех степеней наполнения расчеты удовлетворительно подтверждают эксперимент. Небольшое отклонение наблюдалось лишь при повышенных степенях наполнения для расплава на основе оксида алюминия и для расплава на основе пластинок меди при степенях наполнения 40-60 об.% (рис. 13 и 14).
Стадия уплотнения
Даже в том случае, если полость формы заполнена расплавом полимера, материал во время стадии уплотнения еще поступает в форму. Это объясняется, с одной стороны, что расплав полимера сжимаем (pvT- диаграмма), с другой стороны, при охлаждении происходит значительное уменьшение объема изделия (усадка). Вследствие короткого времени стадии уплотнения резко снижается скорость течения расплава при одновременном увеличении плотности изделия и резким ростом давления в полости формы. Изменение этого давления существенно зависит от скорости впрыска и состояния расплава в конце стадии впрыска. Таким образом, давление расплава в полости формы на данной стадии определяет как качество конечного изделия, так и время цикла. На рисунках 15 и 16 представлены зависимости давления в полости формы от давления впрыска и объемного содержания наполнителя для различных материалов (температура расплава 260°C, температура формы 80°C, скорость впрыска 50 мм/с, толщина полости формы 2 мм).
Рис. 15. Изменение давления в полости формы на стадии уплотнения расплава полимера на основе оксида алюминия и ПА6 : 1 — ПА 6 + 5% Al2O3 (вдали литника), 2 — ПА 6 + 5% Al2O3 (вблизи литника), 3 — ПА 6 + 10% Al2O3 (вдали литника), 4 — ПА 6 + 10% Al2O3 (вблизи литника), 5 — ПА 6 + 20% Al2O3 (вдали литника), 6 — ПА 6 + 20% Al2O3 (вблизи литника), 7 — ПА 6 + 30% Al2O3 (вдали литника), 8 — ПА 6 + 30% Al2O3 (вблизи литника), 9 — ПА 6 + 40% Al2O3 (вдали литника), 10 — ПА 6 + 40% Al2O3 (вблизи литника), 11 — ПА 6 + 50% Al2O3 (вдали литника), 12 — ПА 6 + 50% Al2O3 (вблизи литника), 13 — ПА 6 + 60% Al2O3. (вдали литника), 14 — ПА 6 + 60% Al2O3. (вблизи литника).
Рис. 16. Изменение давления в полости формы на стадии уплотнения расплава полимера на основе меди и ПА6 : 1 — ПА 6 + 5% Cu (вблизи литника), 2 — ПА 6 + 5% Cu (вдали литника), 3 — ПА 6 + 10% Cu (вблизи литника), 4 — ПА 6 + 10% Cu (вдали литника), 5 — ПА 6 + 20% Cu (вблизи литника), 6 — ПА 6 + 20% Cu (вдали литника), 7 — ПА 6 + 30% Cu (вблизи литника), 8 — ПА 6 + 30% Cu (вдали литника), 9 — ПА 6 + 40% Cu (вблизи литника), 10 — ПА 6 + 40% Cu (вдали литника).
Как и на стадии впрыска, увеличение степени наполнения ведет к росту градиента давления в форме. Для более подробного рассмотрения этого эффекта введем параметр «относительное давление» pe, равное отношению внутреннего давления в полости формы pw к давлению впрыска p. Рисунки 17, 18 более наглядно иллюстрируют падение давления и рост градиента давления с увеличением степени наполнения полимера (температура расплава 260°C, температура формы 80°C, скорость впрыска 50 мм/с, толщина полости формы 2 мм).
Рис. 17. Изменение давления в полости формы в зависимости от степени наполнения полимера на основе оксида алюминия и ПА6: 1 — вблизи литника, 2 – вдали литника.
Рис. 18. Изменение давления в полости формы в зависимости от степени наполнения полимера на основе меди и ПА6: 1 — вблизи литника, 2 – вдали литника.
Рассмотрим влияние степени наполнения, температуры расплава, поверхности формы и коэффициента сопротивления формы на процессы впрыска и уплотнения путем измерения изменения давления в полости формы в зависимости от времени.
Влияние степени наполнения (температура расплава 260°C, температура формы 80°C, скорость впрыска 50 мм/с, толщина полости формы 2 мм):
Рис. 19. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе оксида алюминия и ПА6 : 1 — ПА 6 + 50% Al2O3, 2 — ПА 6 + 30% Al2O3, 3 — ПА 6 + 10% Al2O3 , 4 — ПА 6.
Рис. 20. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе оксида алюминия и ПА6 : 1 — ПА 6 + 50% Al2O3, 2 — ПА 6 + 30% Al2O3, 3 — ПА 6 + 10% Al2O3 , 4 — ПА 6.
Рис. 21. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе меди и ПА6 : 1 — ПА 6 + 40% Cu, 2 — ПА 6 + 30% Cu, 3 — ПА 6 + 20% Cu , 4 — ПА 6 + 10% Cu, 5 — ПА 6 + 5% Cu, 6 — ПА 6.
Рис. 22. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе меди и ПА6 : 1 — ПА 6 + 40% Cu, 2 — ПА 6 + 30% Cu, 3 — ПА 6 + 20% Cu , 4 — ПА 6 + 10% Cu, 5 — ПА 6 + 5% Cu, 6 — ПА 6.
Увеличение степени наполнения приводит к уменьшению относительного давления, как на стадии впрыска, так и на стадии уплотнения, а также увеличению времени заполнения формы (рис. 19-22).
Влияние температуры расплава (температура формы 80°C, скорость впрыска 50 мм/с, толщина полости формы 2 мм):
Рис. 23. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 30 об. %) : 1 — 260°C, 2 — 280°C, 3 — 300°C, 4 — ПА6, 260°C
Рис. 24. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 30 об. %) : 1 — 260°C, 2 — 280°C, 3 — 300°C, 4 — ПА6, 260°C
Рис. 25. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об. %): 1 — 260°C, 2 — 280°C, 3 — 300°C.
Рис.26. Изменение давления в полости формы (вдали литника) с течением времени при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об. %): 1 — 260°C, 2 — 280°C, 3 — 300°C.
Рис. 27. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на феррита стронция и ПА6 (степень наполнения 50 об. %): 1 — 260°C, 2 — 280°C, 3 — 300°C.
Рис. 28. Изменение давления в полости формы (вдали литника) при течении расплава полимера на феррита стронция и ПА6 (степень наполнения 50 об. %): 1 — 260°C, 2 — 280°C, 3 — 300°C.
Увеличение температуры расплава приводит к улучшению текучести материала и тем самым уменьшению потерь давления в процессе течения. Как показывает эксперимент, этот эффект для каждого типа наполнителя проявляется по-разному. Если для материала на основе оксида алюминия происходит значительное увеличение относительного давления в форме (как вблизи, так и вдали литника, рис. 23 и 24), то для материала на основе меди этот эффект слабее (рис. 25 и 26). Для полимеров с высокой степенью наполнения потери давления с увеличением температуры расплава остаются почти неизменными (рис. 27 и 28).
Влияние температуры формы (температура расплава 280°C, скорость впрыска 50 мм/с, толщина полости формы 2 мм):
Рис. 29. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 50 об. %) : 1 — 60°C, 2 — 80°C, 3 — 100°C.
Рис. 30. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 50 об. %): 1 — 60°C, 2 — 80°C, 3 — 100°C.
Рис. 31. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об. %) : 1 — 60°C, 2 — 80°C, 3 — 100°C.
Рис. 32. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об.%): 1 — 60°C, 2 — 80°C, 3 — 100°C.
Рис. 33. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе феррита стронция и ПА6 (степень наполнения 50 об. %): 1 — 60°C, 2 — 80°C, 3 — 100°C.
Рис. 34. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе феррита стронция и ПА6 (степень наполнения 50 об. %) : 1 — 60°C, 2 — 80°C, 3 — 100°C.
Как видно из эксперимента (рис. 29-34), с увеличением температуры формы уменьшаются потери давления расплава для всех видов наполнителя, особенно с увеличением температуры от 60°C до 80°C. Дальнейшее увеличение до 100°C для композиций с высокой степенью наполнения малоэффективно.
Процесс заполнения полости формы расплавами здесь уже неодинаков. Если для оксида алюминия и феррита стронция с увеличением температуры происходит увеличение относительного давления и уменьшение времени достижения расплавом датчика давления, то для расплава на основе меди этого эффекта не наблюдается — имеет место смещение диаграмм во времени (рис. 31 и 32). В последнем случае расплав растекается более в ширину, чем в длину. Это явление можно объяснить тем, что частицы меди имеют форму пластинок (т.н. анизотропию формы), в результате чего изменяется профиль распределения скоростей при течении расплава.
Влияние толщины полости формы (температура расплава 260°C, температура формы 60°C, скорость впрыска 50 мм/с):
Рис. 35. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 50 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
Рис. 36. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе оксида алюминия и ПА6 (степень наполнения 50 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
Рис. 37. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
Рис. 38. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе меди и ПА6 (степень наполнения 30 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
Рис. 39. Изменение давления в полости формы (вблизи литника) при течении расплава полимера на основе феррита стронция и ПА6 (степень наполнения 50 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
Рис. 40. Изменение давления в полости формы (вдали литника) при течении расплава полимера на основе феррита стронция и ПА6 (степень наполнения 50 об. %): 1 — 1 мм, 2 — 2 мм, 3 — 4 мм.
С уменьшением толщины полости формы возрастает гидравлическое сопротивление течению, что резко увеличивает потери давления при движении расплава. Об этом свидетельствуют результаты эксперимента (рис. 35-40). Целью данных исследований было показать изменение давления расплава в тот момент, когда заполнение полости формы уже проблематично. Для указанной геометрии изделия с толщиной 1 мм получено максимальное содержание наполнителя: расплав полимера на основе оксида алюминия и ПА6 — 50 об. %; на основе пластинок меди и ПА6 — 30 об. %; на основе феррита стронция и ПА6 — 50 об. %. Увеличение температур расплава и формы при увеличении степени наполнения материалов до 60, 40 и 60 % об. соответственно, не привели к положительному результату. Как видно из диаграмм изменения давления вблизи литника, для оксида алюминия и меди уже наблюдаются пульсации, которые приводят к невоспроизводимости результатов измерений и дефектам на поверхности. Для материала на основе феррита стронция еще существует небольшой потенциал. Данные результаты очень хорошо коррелируют с экспериментами по определению сдвиговой вязкости отмеченных расплавов.
ЗАКЛЮЧЕНИЕ
Вязкость расплава наполненного полимера является основным из факторов, определяющих качество получаемого изделия методом литья под давлением. С увеличением степени наполнения вязкость компаунда увеличивается, причем степень этого увеличения зависит от типа наполнителя особенно при низких значениях скоростей сдвига. Форма частиц наполнителя определяет профиль распределения скоростей при течении расплава. Увеличение степени наполнения ведет также к росту градиента давления в полости литьевой формы.
Повышение температуры расплава и температуры формы улучшает текучесть материала, что приводит к уменьшению потерь давления в процессе течения. Однако этот эффект исчезает с ростом степени наполнения.
С уменьшением толщины полости формы увеличиваются потери давления при движении расплава, и для определенных составов материалов заполнение формы делается невозможным. Ввиду неоднородности распределения частиц наполнителя и эффекта агломерации наблюдаются значительные колебания давления в полости формы. Скорости сдвига и касательные напряжения в тонкой полимерной прослойке, примыкающей к стенке, оказываются очень большими. При этом при течении может происходить «срыв», т.е. режим течения переходит в режим скольжения.
СПИСОК ЛИТЕРАТУРЫ
- Amesöder S., Ehrenstein G.W. Hochgefüllte Kunststoffe mit definierten magnetischen, thermischen und elektrischen Eigenschaften. Springer-VDI-Verlag, 2002.
- Johannaber F., Michaeli W. Handbuch Spritzgießen. Hanser Verlag, München, 2004.
- Drummer Dissertation, Universität Erlangen-Nürnberg, 2004.
- Eimeke S. Dissertation, Universität Erlangen-Nürnberg,
- Gruber J.M. Dissertation. Institut für Kunststoffverarbeitung, RWTH Aachen, 2005.
- Виноградов Г. В., Малкин А. Я. Реология полимеров. М.: Химия,
- Markov A.V. // Мaterialwissenschaft und Werkstofftechnik. 2008.V. 39. №. 3. S. 1.
- Amesöder S., Markov A., Ehrenstein G.W. //ANTEC. Boston, Massachusetts, 2005. P. 1600.
- Липатов Ю.С. Физико-химические основы наполнения полимеров. М.: Химия, 1991.