Описание процесса прессования
Прессование термопластов предполагает воздействие давления на материалы для получения необходимой формы изделия с определенной плотностью.
Данный процесс направлен на деформацию сырья путем его предварительного нагревания, после чего, используя давление и тепло, происходит заполнение пресс-формы и уплотнение материала. На заключительной стадии расплав охлаждается и отвердевает, принимая готовую форму.
Процесс прессования включает обычно следующие операции: подготовку полуфабриката и навески (разрезку, таблетирование, экструдирование, дозирование); предварительный подогрев (он может происходить и непосредственно в пресс-форме); собственно прессование (смыкание пресс-формы, уплотнение, вязко-пластическое течение пресс-материала, его нагрев до температуры отверждения и выдержка при этой температуре); извлечение изделия (возможно) после предварительного охлаждения.
Поскольку продолжительность пребывания пресс-материалов в текучем (пластичном) состоянии больше продолжительности заполнения формы, то этот процесс, особенно в последней его стадии, можно считать квазистатическим. Наиболее существенным моментом является конечное состояние равновесия пластичного пресс-материала в форме.
Прессование осуществляется с помощью специального технологического оборудования — прессов. Наиболее распространен среди них гидравлический пресс с верхним или нижним давлением.
Рассматриваемый процесс обработки полимеров подразделяется на 2 вида:
- Прямое прессование — непосредственное воздействие давления на материал, предварительно расплавленный и помещенный в пресс-форму;
- Литьевое прессование — изготовление изделий путем продавливания разогретого в камере полимерного сырья через специальные каналы в пресс-форму.
Метод прямого прессования применим для изготовления объемных тяжелых деталей с толстыми стенками, тогда как литьевого — для сложных, требующих высокой точности отливок с более тонкими стенками.
Метод прессования нашел широкое применение с давних пор, однако он имеет важнейший недостаток — высокую продолжительность цикла, который занимает 1-2 часа, тогда как, например, при методе литья под давлением изделие изготавливается за несколько минут.
Пластоформование
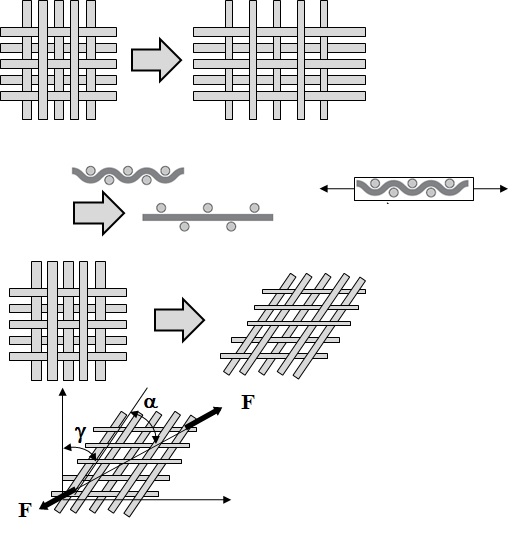
Современные технологии позволяют производить детали из пластика разными методами. Переработать термопласты в готовые изделия возможно, используя технологии литья под давлением, прессования, пластоформования, пултрузии и др. Эти методы обобщены одним фактором: полимерное сырье смешивается с так называемым дисперсным наполнителем (порошкообразными добавками) с целью снижения производственных затрат и придания особых свойств и характеристик производимым изделиям. Каждым методом по-разному распределяются частицы в расплаве, образовывая разные структуры.
Метод пластоформования осуществляется на основе технологии пултрузии, когда полимерное сырье вытягивается через специальную разогретую форму, пропитывается определенными добавками и остывает. После такого вытягивания материал снова расплавляется и продавливается через специальное формующее отверстие. Затем происходит непосредственное прессование материала в пластины с целью получения изделия нужной формы.
Литье под давлением отличается воздействием давления и определенных вибраций на материал в момент впрыскивания его расплава в пресс-форму с последующим охлаждением и отвердеванием уже готового изделия.
Формообразование изделий из листовых армированных термопластов
 Формообразование изделий из листовых армированных термопластов – процесс получения изделий трехмерной геометрической формы путем деформирования заготовки в виде листа преимущественно в вязкотекучем состоянии.
Формообразование изделий из листовых армированных термопластов – процесс получения изделий трехмерной геометрической формы путем деформирования заготовки в виде листа преимущественно в вязкотекучем состоянии.
Листовая штамповка изделий из металлических листов и термоформование изделий из листовых термопластичных полимеров являются фналогами метода. Формообразование изделий из листовых армированных термопластов имеет отличия и особенности, обусловленные структурой материала, в частности, присутствия в нем нерастяжимых армирующих волокон.
Листовые заготовки получают в результате совмещения и консолидации (хотя бы частичной) армирующих наполнителей и термопластичных матричных полимеров.
В качестве матричных полимеров применяют также полиамид, полиэтилентерефталат, полиэфирэфиркетон и др., в качестве волокнистых наполнителей углеродные, арамидные, натуральные и иные волокна. Наибольшее распространение получили листовые материалы на основе полипропилена и хаотически ориентированных стеклянных волокон.
Совмещение осуществляют в твердой или жидкой фазе. При совмещении в жидкой фазе термопластичных полимер переводят в расплавленное состояние в червячных экструдерах, смешивают с частицами наполнителя, выдавливают через плоскощелевую головку полосу, из которой затем каландрованием получают лист, или выдавливают расплав полимера на листовой волокнистый материал и совмещают компоненты под ленточным прессом. При совмещении в твердой фазе матричный полимер используют в виде порошка, волокон или пленок.
К технологическим характеристикам листовых армированных термопластов относятся: плотность материала в состоянии поставки (или поверхностная плотность листа), температура плавления и деструкции матричного полимера (а иногда и наполнителей), показатели теплофизических и вязких свойств в диапазоне температур формообразования. При совмещении компонентов в твердой фазе полуфабрикат (в виде листа) не обладает плотностью материала в изделии. Окончательная консолидация компонентов происходит только в процессе формообразования изделий. В связи с этим к технологическим характеристикам относятся и показатели уплотнения таких композиций.
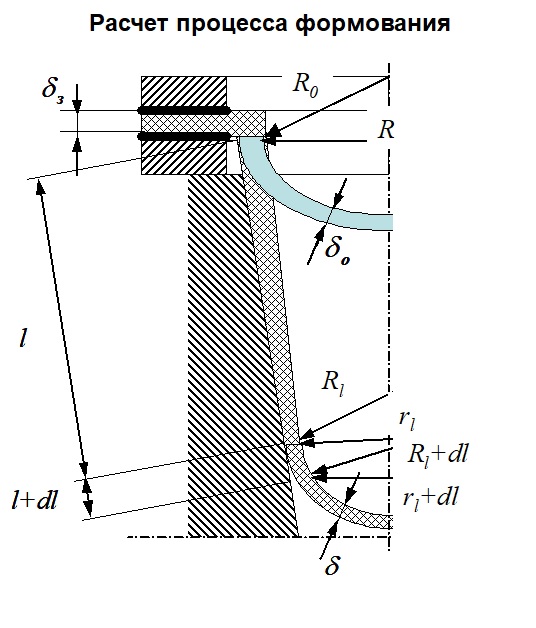 Возможность получения изделий заданной формы из листового материала определяется технологическими характеристиками материала, выбором способа приложения давления и режимами процесса формоообразования.
Возможность получения изделий заданной формы из листового материала определяется технологическими характеристиками материала, выбором способа приложения давления и режимами процесса формоообразования.
В зависимости от способа приложения различают: термовакуумное формование; термопневматическое формование; гидроформование; формование герметичной эластичной оболочкой (диафрагмой); формование эластичным пуансоном; формование при помощи жесткого пуансона и протяжного кольца; формование между жесткими пуансоном и матрицей (прессование, термоштампование или холодное штампование). Усилие, необходимое для смыкания формы и противодействия рабочему давлению воздуха или жидкости, создают обычно с помощью пресса. Возможно также формообразование изделий из листовых заготовок в автоклаве.